|
|
|
|
![]()
![]()
![]()
Didacticiel de Tour Assistance Programme :
Exemple : Support de mêche
| Création des cycles d'usinage |
- 6 -
Création des cycles
a) Mise en butée avant : Les points d'approche et de retraits seront à (0,10) et le point de mise en butée sera à (0,1).
Le 1 mm correspond à la surrépaisseur laissée pour l'ébauche paraxiale.
Outil N° : 2 Correcteur N° : 2

Création
des autres cycles
a)
Cycle
débauche paraxiale
Paramètres du cycle :
Outil N° : 4 Correcteur N° : 4
Point d'approche : X 32 Z 5 Point de retrait : X 0 Z 5 1er point du contour : X 0 Z 0
Complétez les autres paramètres en fonction du contrat de phase et du programme donnés.
<OK>
Choix des paramètres du cycle d'ébauche
Surrépaisseur en X : 0.5 Surrépaisseur en Z : 0.25 profondeur de passe en X : 1
<OK>
Reprendre le contour finition d'un fichier DXF. (Choisir le fichier enregistré précédement avec solidWorks)
<OK>
Type de brut : Brut de forme cylindrique
Diamétre : 30 mm Longueur du brut par rapport à l'Origine Programme : 3 mm
<OK>
b)
Cycle
de finition
Paramètres du cycle :
Outil N° : 6 Correcteur N° : 6
Point d'approche : X 0 Z 2 Point de retrait : X 32 Z -35 1er point du contour : X 0 Z 0
Complétez les autres paramètres en fonction du contrat de phase et du programme donnés.
<OK>
Reprendre le contour d'un cycle déjà défini : Cycle N°2
<OK>
c)
Cycle
Opération manuelle pour l'exécution de la gorge de largeur 2
mm
Paramètres du cycle :
Outil N° : 8 Correcteur N° : 8
Point d'approche : X 15 Z -10 Point de retrait : X 15 Z-10 1er point du contour : X 14 Z -10
Complétez les autres paramètres en fonction du contrat de phase et du programme donnés.
Pas de prise de correction
<OK>
Compléter les coordonnées des point de définition du profil de la gorge. (1 seul point pour la gorge)
Sauvegarder le contour en placant le curseur dans la colonne Lig/Arc et Pt2, puis cliquez sur le bouton <Valider>

Affectation
d'un outil de largeur 2mm pour l'outil à Gorge
Menu
à Cycles
à
Gestion des cycles d'usinage
Sélectionner le cycle correspondant (N°4) puis cliquez sur le bouton <Affecter un outil>.

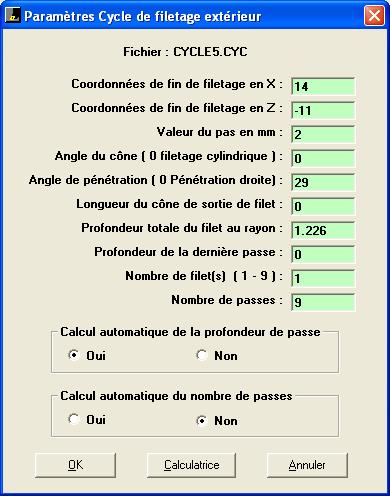
d)
Cycle
de filetage
Paramètres du cycle :
Diamètre de filetage : 14 mm (Filetage extérieur).
<OK>
Outil N° : 10 Correcteur N° : 10
Point d'approche : X 18 Z 10 Point de retrait : X 20 Z 10 (Les points d'approche et de retrait en X sont automatiquement calculés ainsi que le pas standard du filetage (2mm)
Complétez les autres paramètres en fonction du contrat de phase et du programme donnés.
Pas de prise de correction
<OK>
Les paramètres du cycle de filetage :
Fin de filetage en Z : -11 mm
a)
Cycle
de percage
Paramètres du cycle :
Outil N° : 12 Correcteur N° : 12
Point d'approche : X 0 Z 2 Point de retrait : X 0 Z 2
Complétez les autres paramètres en fonction du contrat de phase et du programme donnés.
Pas de prise de correction Cote de fond de trou en Z : -22.5 mm / O.P.
